
It is well agreed that the role of a burner is to improve secondary air entrainment into the fuel region, besides allowing high operational flexibility, turbulence indexes, recirculation zones and, last but not least, to keep emissions low.
To maximize secondary air entrainment and its mixture with fuel, high levels of turbulence are created through primary air high pressure and high injections velocities for primary air flows. Also paramount is the burner tip geometry: the discrete injection of external air leaves a free path for secondary air influx, as illustrated in figure 1.
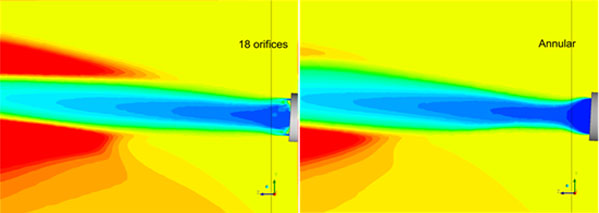
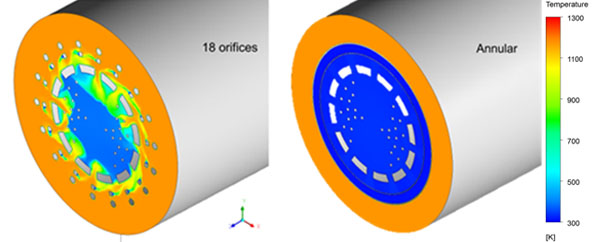
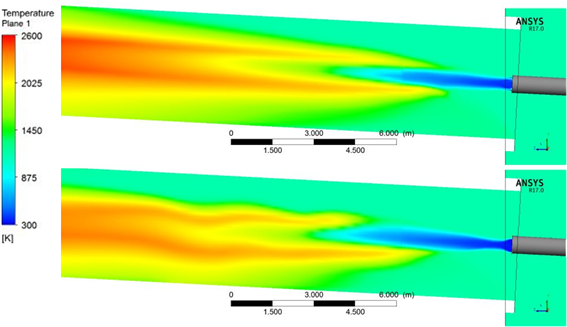
A while ago, Dynamis scrutinized the impact of different burner tip geometries on the mixture of secondary air and fuel through CFD [1] and found out that for the same burner, i.e., same primary and secondary air flow rates and same power, greatly different air entrainment efficiency were attained. As example of evidences of these differences in efficiency, it is partially reproduced here two temperature profiles from that publication: the first, depicted in figure 1, is a section along the kiln length, in the burner nearby region, for the D-Flame design with 18 orifices for the injection of external air and for a burner with an annular channel for axial air. It can be seen that near the tip the temperature is smaller in the annular configuration, indicating that the gaps between pairs of external air nozzles allow the intake of secondary air more effectively. Also seen on this figure to corroborate this statement is that reaction of coal is started nearer to the burner tip in the D-Flame than it is in the annular configuration. The second is the temperature on the burner tip for these two different configurations, showed in figure 3. The burner tip is assumed to be adiabatic for modelling purposes, so temperature gradients seen here for both tip configurations are solely due to secondary air entrainment. Worth mentioning, the annular configuration of axial air injection creates a barrier, isolating the inner region of burner tip and therefore delaying coal combustion.
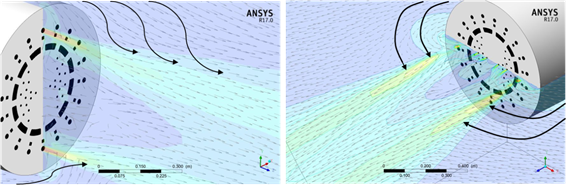
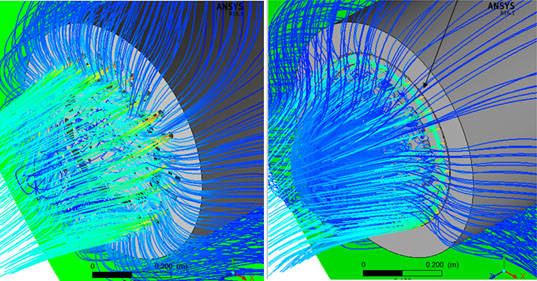
Analysing the streamlines for primary and secondary air flows, figure 4, that barrier created by the annular configuration just mentioned can be clearly seen, while the gaps on the D-Flame configuration improves the secondary air entrainment into the inner region of the burner, allowing the secondary air flow to reach the region where fuel is injected.
The difference on the kiln thermal profile for the D-Flame and the annular configuration for external air injection is presented on figure 5. The flame formed by the D-Flame burner is highly stable whereas the flame produced by the annular design oscillates and impinges on refractory lining and/or clinker.
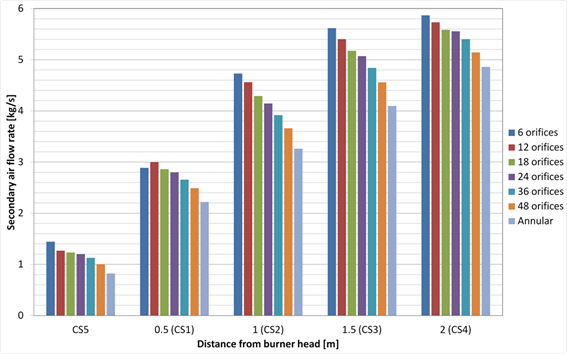
It was also reported on that article [1] the measurements of calculated secondary air entrainment for a number of different burner tip designs, and it was found that whilst the influence of the external air jets prevails, a larger distance between these orifices will favour the secondary air aspiration into the inner region of the burner. Figure 6 is reproduced here to give an idea of how the air entrainment efficiency can be affected by the tip geometry.
As mentioned above, the burner tip geometry is indeed extremely important and must be taken into account.
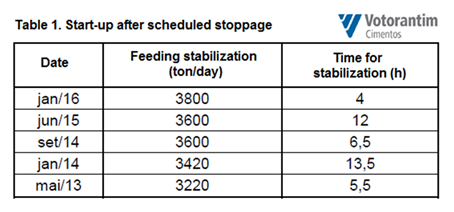
Based on these theoretical studies, the D-Flame burner design underwent an upgrade and began to operate in some plants. The case presented here is for the D-Flame installed at Votorantim Cimentos, Rio Brancos’ plant. The D-Flame was installed on January 2016 in the W8 kiln at Rio Branco Plant, and according to the operators, the operation retrieve was faster than usual for kiln heating (stabilization time of 4 hours for 3800 tpd), with increased flexibility. Table 1 summarises the feeding stabilisation of five past start-ups after sche
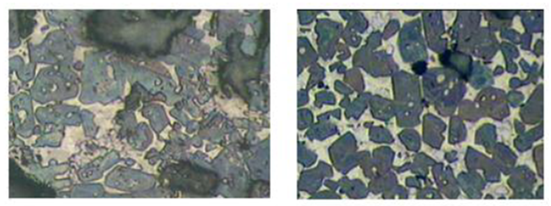
There was also indication of good performance of the burner operating with petroleum coke of high sulphur content. Despite evidences of more dust recirculation inside the kiln, such as clinker porosity, the higher burner momentum was enough to compensate sulphur negative effects, keeping crystals form and size.
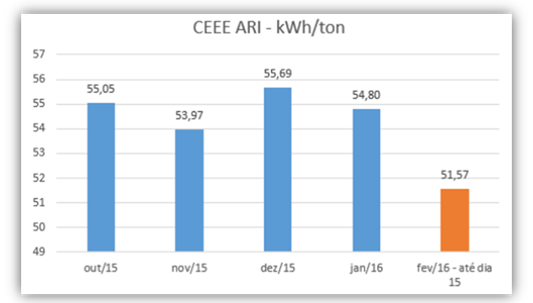
The mill specific electrical energy consumption decreased from 55.7 kWh/ton in December, 2015 to 51.6 kWh/ton in February, 2016, improving therefore its productivity. Figure 8 presents the mill specific consumption for February, 2016 and four previous months prior to D-Flame installation.
The new design also involved the injection of tangential primary air with 30 degrees instead of previous 45 degrees. With a smaller angle for tangential primary air injection, it was possible to use higher pressures for tangential air without negative consequences on the kiln shell temperature.
References
[1] R. C. Favalli, L. F. Fabiani, L. F. de Pinho. Enhancing the performance of kiln burners. World Cement, Novembre 2015.