
In February 2020, a new DYNAMIS D-FLAME multi-fuel burner was installed and commissioned for Natural Gas and Biomass (peanut shell). Its data and characteristics are shown below:
| General Data: | |||
| – Main Burner Nominal Capacity | 362.3 MM BTU/h – 106.2 MW – 91.5 Gcal/h | ||
| Main Fuels | LHV (min) | Flow Rate (max) |
Nominal Capacity |
| – Natural Gas (100%) | 20,805 BTU/lb | 17,415 lb/hr | 362.3 MM BTU/hr |
| – Peanut Shells (100%) | 7,548 BTU/lb | 48,000 lb/hr | 362.3 MM BTU/hr |
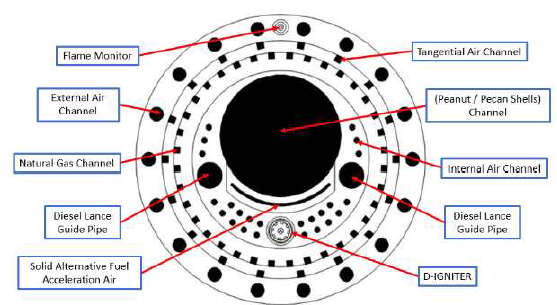
D-FLAME Burner Tip Configuration

The client had three main objectives: 1) to be able to operate with 100% natural gas (which was not possible with the previous burner), 2) to maximize the biomass consumption and 3) to reduce NOx emissions, all successfully achieved (the plant reached a fuel replacement level of biomass 100%). Operators reported better kiln control, better clinker quality and facility of ignition (with the new D-IGNITER also installed in the new burner).

The new D-Flame burner installed in Clinchfield has several interesting features for rotary kilns, such as more flexibility in flame shape setting (with independent air channels) and the flows are injected through discrete holes. This construction with independent channel flows provides a better mixture between the secondary air and the fuel flow, accelerating combustion and improving the heat exchange with the material bed, which leads to an increase in the quality of the clinker produced.
The independent channel model also allows for some important improvements:
- operation and adjustment of the burner flame flexibility.
- Full automation of the burner for independent regulation of each channel, allowing a quick and standardized reaction to the process variation, assisting in the remote monitoring of the operation and simple determination of the setpoint of key parameters, allowing a process optimization;
- Measurement of burner wear in each channel, allowing better planning for maintenance.
Additionally to the burner and ignitor, a new valve train of natural gas valves, D-Valve Rack, has been added for higher capacity and control, equipped with pressure control valve, flow transmitter, safety valves (first class suppliers and NFPA compliant), as well as a connection for the new D-Igniter pilot burner installed in the burner. The gas flow is controlled by an automatic valve with remote set-point.
All signals (pressure switches, valves, flow, temperature) are transmitted to the BMS, which passes the status of the valve train to the supervisory system, allowing the operator to have a total view of the system and can act in a more focused manner for resolution of problems. This setting gives the operator a great flexibility, in addition to the operational safety of using a equipment that follows all combustion safety standards in each location.

In this project, a new D-Trolley translation trolley was also installed (for support and burner adjustments). With the new trolley, the factory can freely adjust both the vertical position of the burner, the inclination and the horizontal adjustment of the burner, in a simple and independent way, making the process of positioning the burner quickly, easy, safe and repeatable.
A new Dynamis D-BMS panel was also installed to control and monitor the flame, providing greater security for gas and biomass operation.
The BMS follows all safety standards (NFPA, EN and ABNT-NBR) and allows the operator to view the status of the system, flow and temperature transmitters, pressure switches, valves and monitor the ignition sequence (both remotely or locally through an HMI on the panel and in the field), in addition to easily identifying the current sequence step and the cause of any eventual error. This way, even if several sequential alarms occur, the operator will know what was the trigger of the first failure in the operation sequence.

The system has a safety PLC, with safety inputs and outputs that provide greater operational reliability. Other BMS models offered by Dynamis can also monitor other variables, such as kiln exhaust fan speed, O2 and CO levels, and temperatures to better define the operation’s control and safety strategy.

For the BMS, Dynamis has all the first class suppliers, in order to follow the electrical and automation specifications of each plant, adapting in a better way to the system already installed.
An optical fiber flame sensor was installed in the burner, which detects the main gas flame and keeps the system safe until the high-temperature bypass of 750 °C / 1380 °F in the kiln is achieved. After this temperature, if there is a miss of the flame signal due to some obstruction of the sensor (for example higj quantity of dust inside the kiln), the regulations allows the system to continue operating, even without the main flame signal. This means more operational reliability and less process interruptions.
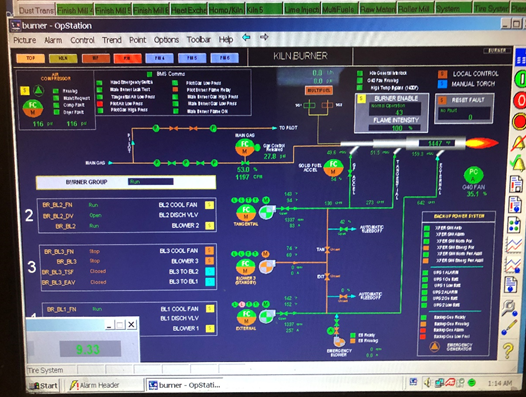
This system also has automatic control valves for the air pressure of the burner, facilitating the adjustment of the flame shape for the different conditions of the kiln, allowing the operator to act more quickly to some instability of the process.

Do as more than 100 customers and improve the productivity of your kiln and fully automate your burner, without giving up the flexibility that only DYNAMIS D-FLAME can provide.

Contact DYNAMIS and make an appointment for a D-FLAME for your kiln.